
Պատվերով պատրաստված պլաստիկ մասեր


Որպես Չինաստանում ամենամրցունակ կաղապարների արտադրողներից և ներարկման ձուլման ընկերություններից մեկը, մենք սպասարկում ենք արդյունաբերական լայն շրջանակի կիրառություններ, այդ թվում՝ կենցաղային, ավտոմոբիլային, էլեկտրոնային, բժշկական, գյուղատնտեսական, հանքարդյունաբերական և այլն:
Մեր ծառայությունները ներառում են՝
- CAD նախագծում/ձուլվածքի հոսքի վերլուծություն/DFM
- Պատվերով ներարկման կաղապարի, ձուլման ձուլման պատրաստում
- Պլաստիկ ներարկման ձուլում
- Նախատիպի ստեղծում, փոքր ծավալի արտադրություն
- Նկարչություն, հմտության տպագրություն, հավաքում
Ներածություն
Մեր ներարկման ձուլման արհեստանոցը հագեցած է պլաստիկ ներարկման ձուլման մեքենաների 12 հավաքածուով՝ 40-ից մինչև 800 տոննա քաշով, մենք ապահովում ենք ավտոմատ արտադրական ծառայություններ օրական 24 ժամ, շաբաթական 7 օր: Մեր ընտրած պլաստիկ խեժը ներառում է լայն տեսականի՝ ABS, PC, PP, PA, PMMA, POM, PE և այլն:
Մենք կառուցում ենք պլաստիկ ներարկման ձուլման համար նախատեսված կաղապարներ։ Ձուլման նախագծման սկզբում մենք հաշվի ենք առնում ներարկման ձուլումը, ինչը թույլ է տալիս մեզ հասնել ամենակարճ ձուլման ցիկլի տևողությանը, նվազագույն սպասարկման ծախսերին, ինչը, ի վերջո, կշահի մեր հաճախորդներին։ Փոքր ծավալի արտադրության պատվերները նույնպես ողջունելի են, միշտ այդպես է պատահում, երբ հաճախորդները կարծում են, որ ծախսը անտանելի է, հատկապես՝ ձուլման արտադրության արժեքը։ Մեր ձուլվածքը կարող է ապահովել լուծումների լայն տեսականի՝ ցածր ծավալի նախագծերի համար որակյալ և որակյալ լուծումներով ձեր բյուջեն կրճատելու համար։ Մեր մասնագետները համատեղ աշխատում են ձեզ հետ՝ ձեր ընկերությունների համար լավագույն լուծումը գտնելու համար։
Մենք փորձառու ենք ավտոմոբիլային, դեղորայքային, լուսավորության, սպորտային սարքավորումների, կենցաղային տեխնիկայի և գյուղատնտեսության համար նախատեսված տարբեր պլաստիկ ներարկման ձուլվածքների հետ։ Ներկայումս մեր ընկերությունում աշխատում է 20 գերազանց ինժեներ, որոնցից շատերն ունեն լավ կրթություն պլաստիկ ներարկման ձուլման արդյունաբերության ոլորտում, նրանք հպարտանում են իրենց աշխատանքով, մենք կարողանում ենք ամսական ապահովել ներարկման ձուլվածքների 20 հավաքածու։ Համաշխարհային ընկերությունների ամենաբարձր պահանջները բավարարելու համար մենք անընդհատ ներդրումներ ենք կատարում նորագույն տեխնոլոգիաների մեջ և հագեցնում ենք ամենաժամանակակից ձուլվածքների արտադրական հզորությունները։ Մենք ունենք լիարժեք ներքին պլաստիկ ներարկման ձուլվածքների արտադրության, ներարկման ձուլման, ներկման, հավաքման հզորություններ։ Մեր սարքավորումները ներառում են, բայց չեն սահմանափակվում հետևյալով՝ 8 CNC հավաքածու, 0.005 մմ ճշգրտությամբ, 14 հայելային EDM հավաքածու, 8 դանդաղ մետաղալար կտրող հավաքածու, 12 ներարկման ձուլման մեքենաներ՝ 40 տոննայից մինչև 800 տոննա քաշով, 1 երկչափ պրոյեկցիոն չափման հավաքածու, 1 CMM հավաքածու։ Մենք կարող ենք պատրաստել պլաստիկ ձուլվածքներ և ձուլման մեքենաներ՝ առավելագույնը 7.5 տոննա քաշով, ձուլված պլաստիկ մասեր՝ առավելագույնը 1200 գ քաշով։ Մենք նաև օգտագործում ենք առաջադեմ CAD/CAM/CAE համակարգը, կարող ենք աշխատել pdf, dwg, dxf, igs, stp և այլն տվյալների ձևաչափերով։
Աշխատանքային սկզբունքը
Ներարկման ձուլումը պլաստմասե խեժը ցանկալի ձևի տալու գործընթաց է: Ներարկման ձուլման մեքենան հալված պլաստմասսան սեղմում է ձուլվածքի մեջ և սառեցման համակարգի միջոցով սառեցնում այն՝ ստանալով պինդ ձևավորված ձև: Գրեթե բոլոր ջերմապլաստիկները, համեմատած այլ մշակման եղանակների հետ, օգտագործում են այս մեթոդը: Ներարկման ձուլումը առավելություն ունի ճշգրտության, արտադրողականության, սարքավորումների և ձուլվածքի արժեքի բարձր պահանջների շնորհիվ, ուստի այն հիմնականում նախատեսված է ներարկման ձուլված մասերի մեծ ծավալի արտադրության համար:
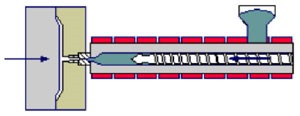
Ներարկման ձուլման մեքենան սովորաբար օգտագործում է մխոցային գլան/պտուտակային գլան: Ներարկման ձուլման գործընթաց. պլաստմասե հումքը բեռնարկղից մատակարարվում է խողովակի մեջ, մխոցը սկսում է մղել, պլաստմասե հումքը մղվում է տաքացման գոտի, ապա շրջանցիկ խողովակի միջոցով հալված պլաստմասսան մղվում է ձուլման խոռոչ, այնուհետև ջուրը կամ յուղը հոսում են նախագծված սառեցման համակարգով՝ ձուլումը սառեցնելու և պլաստմասե իր ստանալու համար: Ձուլման խոռոչից ներարկման ձուլված մասերը սովորաբար անհրաժեշտ են պատշաճ մշակման համար՝ ձուլման գործընթացի ընթացքում առաջացող լարվածությունը վերացնելու համար՝ լավ չափսերի կայունություն և կատարողականություն ապահովելու համար:
Վեց փուլերպլաստիկ ներարկման ձուլվածքգործընթաց
Պլաստիկ ներարկման ձուլման գործընթացը սկսվում է պոլիոլեֆինային գնդիկների գրավիտացիոն մատակարարմամբ ձուլման մեքենայի ներարկման բլոկ՝ ձուլման համար նախատեսված ձուլվածքից։ Պոլիոլեֆինային խեժի վրա կիրառվում են ջերմություն և ճնշում, ինչը հանգեցնում է դրա հալմանը և հոսմանը։ Հալվածքը բարձր ճնշման տակ ներարկվում է ձուլվածքի մեջ։ Ճնշումը պահպանվում է խոռոչում գտնվող նյութի վրա, մինչև այն սառչի և պնդանա։ Երբ պլաստիկ մասի ջերմաստիճանը ցածր է նյութի դեֆորմացիայի ջերմաստիճանից, ձուլվածքը բացվում է, և պլաստիկ մասը դուրս է մղվում։
Ամբողջական ներարկման գործընթացը կոչվում է ձուլման ցիկլ: Հալույթի ձուլման խոռոչի մեջ ներարկման սկզբի և ձուլման բացման միջև ընկած ժամանակահատվածը կոչվում է սեղմակի փակման ժամանակ: Ներարկման ցիկլի ընդհանուր տևողությունը բաղկացած է սեղմակի փակման ժամանակից գումարած ձուլումը բացելու, պլաստիկ մասը դուրս հանելու և ձուլումը կրկին փակելու համար անհրաժեշտ ժամանակը, ներարկման ձուլման մեքենան խեժը տեղափոխում է ձուլված մասերի մեջ՝ հալեցման, ներարկման, փաթեթավորման և սառեցման ցիկլի միջոցով: Պլաստմասե ներարկման ձուլման մեքենան ներառում է հետևյալ հիմնական բաղադրիչները, ինչպես ներկայացված է ստորև:
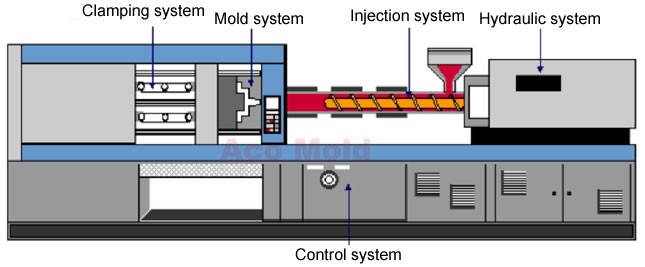
ներարկման համակարգհումքը լցրեք գլանի մեջ, տաքացրեք և հալեցրեք այն, հալված նյութերը մղեք խոռոչի մեջ պահեստային անցքի միջոցով։
Հիդրավլիկ համակարգներարկման ուժը ապահովելու համար։
Բորբոսի համակարգ: բեռնել և հավաքել կաղապարը։
Սեղմման համակարգ: փաթեթավորման ուժ ապահովելու համար։
Կառավարման համակարգ: գործողությունը կառավարելու, սառեցման համակարգ:
Սեղմող ուժը սովորաբար օգտագործվում է պլաստիկ ներարկման ձուլման մեքենայի հզորությունը որոշելու համար, այլ պարամետրերից են՝ կրակոցի ծավալը, ներարկման արագությունը, ներարկման ճնշումը, պտուտակը, ներարկման ձողի դասավորությունը, ձուլվածքի չափը և կապող ձողերի միջև հեռավորությունը: Պլաստիկ ներարկման ձուլման մեքենաները կարելի է բաժանել մի քանի կատեգորիաների, բացի բարձր ճշգրտությամբ կամ անսովոր դիզայնով սովորական պլաստիկ մասերի համար նախատեսված ընդհանուր նշանակության մեքենաներից, կան նաև բարձր ճշգրտությամբ մասերի համար նախատեսված ամուր հանդուրժողականությամբ մեքենաներ, և բարակ պատերով մասերի համար նախատեսված բարձր արագությամբ մեքենաներ:
Ամբողջ ներարկման ձուլման գործընթացը ներառում է հետևյալ վեց քայլերը
1) Ձևը փակվում է, և պտուտակը սկսում է առաջ շարժվել ներարկման համար։
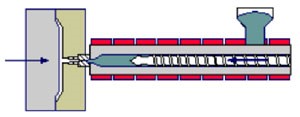
2) Լցոնում, հալված հումքը դուրս մղել խոռոչի մեջ:
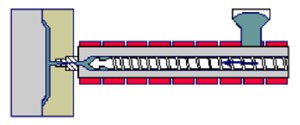
3) Փաթեթավորեք, խոռոչը փաթեթավորվում է, քանի որ պտուտակը անընդհատ առաջ է շարժվում:
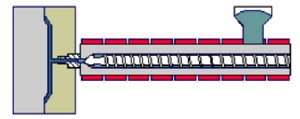
4) Սառեցում, խոռոչը սառչում է, երբ դարպասը սառչում և փակվում է, պտուտակը սկսում է հետ քաշվել՝ հաջորդ ցիկլի համար նյութը պլաստիկացնելու համար։
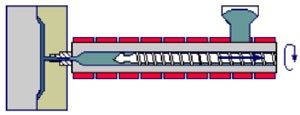
5) Կաղապարի բացում և մասի դուրս մղում, կաղապարը բացվում է, և մասերը դուրս են մղվում դուրս մղման համակարգի միջոցով:
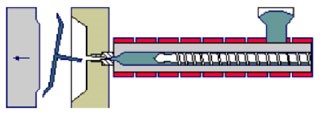
6) Փակեք, կաղապարը փակվում է, և հաջորդ ցիկլը սկսվում է։
Գնման կարգը
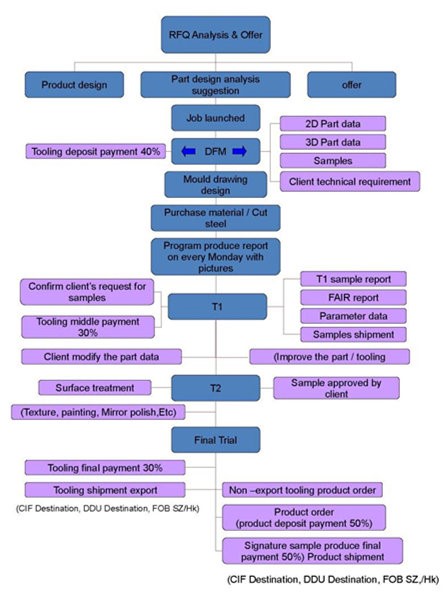
Հարցումից մինչև պատվերի ուղարկման ավարտը, մենք ունենք ստանդարտ ընթացակարգ, որը պետք է հետևենք, ինչը օգնում է և՛ ներքին հաճախորդներին, և՛ միշտ պարզել, թե որտեղ ենք գտնվում: Յուրաքանչյուր քայլի անցումը կլինի նաև ավելի հեշտ և սահուն:
Արտահանման ներարկման պլաստիկ կաղապարի պատվերի գործընթացը.
- Հաճախորդից ստացվել է 2D/3D մասի նկար, նախագծի ղեկավարը կազմակերպել է մեկնարկային հանդիպում՝ հաճախորդից ստացված տվյալները վերանայելու համար՝ կաղապարների նախագծողների, կաղապարներ պատրաստողների, որակի ապահովման մենեջերի և ԾԿԽ-ի հետ։ Հավաքագրվել է քննարկված ողջ տեղեկատվությունը, ուղարկվել է DFM հաշվետվությունը հաճախորդին հաստատման համար։
- DFM հաշվետվությունը պարունակում է նախագծումից և արտադրությունից առաջ անհրաժեշտ ողջ տեղեկատվությունը: Կաղապարի դարպասի եղանակը, արտանետման եղանակը, ներարկման քորոցների դասավորությունը, մասերի դասավորությունը, կաղապարի բաժանման գիծը, սառեցման գիծը: Հատուկ կառուցվածքային առանձնահատկություններ, ինչպիսիք են սահողները, անկյունային բարձրիչները, կաղապարի միջուկի և խոռոչի մշակումը, փորագրությունը և այլն:
- Բոլոր մանրամասները մանրամասն քննարկելուց հետո, կաղապարի նախագծման մեկնարկը և կաղապարի 2D դասավորությունը հաճախորդին կտրամադրվեն 1-3 օրվա ընթացքում, իսկ 3D ձևաչափով կաղապարի նախագծումը տևում է 3-7 օր՝ կախված կաղապարի բարդությունից։
- Կաղապարի նախագիծն ուղարկել հաճախորդին հաստատման համար, սկսել կաղապարի պողպատի, կաղապարի հիմքի և պարագաների պատվիրումը ավանդի գրանցումից հետո: Կներկայացվի գործընթացի հաշվետվություն, որը կներկայացնի ամբողջ պլանավորված գործընթացը: Շաբաթական հաշվետվությունը կկազմվի կաղապարի արտադրության գործընթացի առաջընթացի հետ մեկտեղ մինչև դրա ավարտը:
- Առաջին անգամ կաղապարի փորձարկումը ցույց է տալիս, թե արդյոք կաղապարի բոլոր մեխանիզմները ճիշտ են աշխատում, մասի երկրաչափությունը ճիշտ է, մենք ստուգում ենք կաղապարի սառեցման համակարգը, կաղապարի ներարկման համակարգը, կաղապարի դուրսբերման համակարգը և այլն: Պատշաճ փոփոխությունից հետո, T1 ձուլված պլաստիկե նմուշները կներկայացվեն հաճախորդին՝ չափսերի հաշվետվության և ներարկման ձուլման պարամետրերի հետ միասին: Սովորաբար դա 90% կատարելություն է:
- Ստացեք մեկնաբանություններ նմուշի բարելավման, ֆունկցիոնալության, տեսքի, չափսերի շտկումներից հետո, ավարտեք հյուսվածքը/փայլեցումը, փորագրությունը, ուղարկեք նմուշները վերջնական հաստատման համար։
- Կատարեք փոքր ավտոմատ գործարկման և CPK հաշվետվության ուսումնասիրություն՝ գործիքավորման կայունությունը համոզվելու համար։
- Ձևը փաթեթավորվում է փայտե տուփով, եթե ձուլվածքը առաքվում է ծովով, մենք հատուկ ուշադրություն ենք դարձնում վակուումային փաթեթավորմանը՝ ժանգոտումը կանխելու համար: Փաթեթը ներառում է բոլոր 2D/3D ձուլվածքի նախագծման նկարները, NC ծրագրավորման տվյալները, պղինձը, պահեստամասերը, փոխարինելի ներդիրները և այլն:
- Հետևել հաճախորդների գործարանում կաղապարի աշխատանքային կատարողականին և մատուցել անհրաժեշտ ծառայություններ։
Մենք կարող ենք նույնիսկ մեծ չափի պլաստիկե արտադրանք պատրաստել հաճախորդների պահանջով, որը լայնորեն կիրառվում է հանքարդյունաբերության, արդյունաբերության, շինարարության և այլն ոլորտներում: Հատուկ պահանջների համար խնդրում ենք դիմել գործարանին:












